因業(yè)務(wù)調(diào)整,部分個(gè)人測(cè)試暫不接受委托,望見(jiàn)諒。
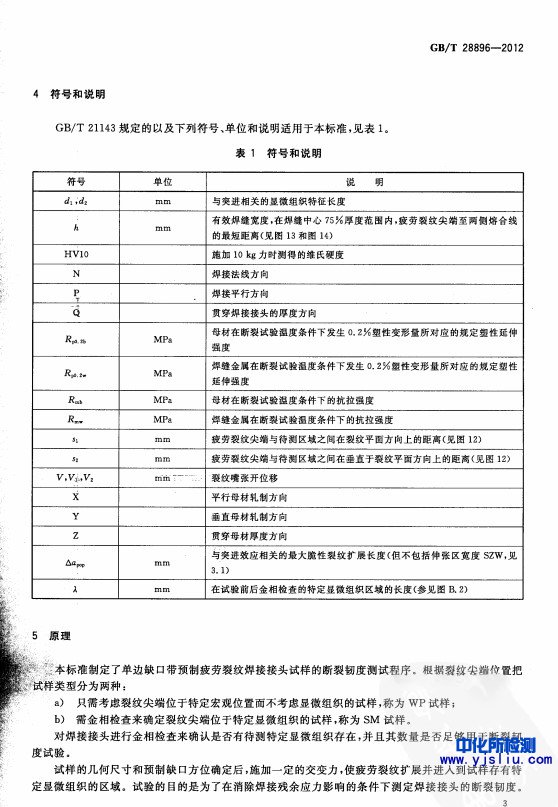
GB/T 28896-2012 金屬材料 焊接接頭準(zhǔn)靜態(tài)斷裂韌度測(cè)定的試驗(yàn)方法
內(nèi)容簡(jiǎn)介:本標(biāo)準(zhǔn)規(guī)定了測(cè)試金屬材料焊接接頭焊縫金屬及其熱影響區(qū)部位斷裂韌度K、δ(裂紋張開(kāi)位移,CTOD)和J積分的具體試驗(yàn)過(guò)程與方法。
1.范圍
本標(biāo)準(zhǔn)規(guī)定了測(cè)試金屬材料焊接接頭焊縫金屬及其熱影響區(qū)部位斷裂韌度K、δ(裂紋張開(kāi)位移,CTOD)和J積分的具體試驗(yàn)過(guò)程與方法。
本標(biāo)準(zhǔn)是GB/T 21143的補(bǔ)充,GB/T 21143涵蓋了有關(guān)斷裂韌度測(cè)試的所有方面,與本標(biāo)準(zhǔn)在使用過(guò)程中有著非常緊密的聯(lián)系。本標(biāo)準(zhǔn)所介紹的斷裂韌度測(cè)試方法適用于測(cè)定工程意義上的啟裂韌度而不能用于測(cè)試所謂的裂紋擴(kuò)展阻力曲線。本標(biāo)準(zhǔn)介紹的測(cè)試方法采用的是金屬材料經(jīng)過(guò)焊接之后再機(jī)加工缺口并預(yù)制相應(yīng)疲勞裂紋的試樣,缺口應(yīng)位于焊縫金屬或者熱影響區(qū)部位的待測(cè)區(qū)域,而待測(cè)區(qū)域和缺口方向的選擇則由使用者根據(jù)實(shí)際情況來(lái)確定。
2.規(guī)范性引用文件
下列文件對(duì)于本文件的應(yīng)用是必不可少的。凡是注日期的引用文件,僅注日期的版本適用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改單)適用于本文件。
GB/T 20832 金屬材料 試樣軸線相對(duì)于產(chǎn)品織構(gòu)的標(biāo)識(shí)(GB/T 20832-2007,ISO 3785:2006,IDT)
GB/T 21143 金屬材料 準(zhǔn)靜態(tài)斷裂韌度的統(tǒng)一試驗(yàn)方法(GB/T 21143-2007,ISO 12135:2002,MOD)
3.術(shù)語(yǔ)和定義
GB/T 21143界定的以及下列術(shù)語(yǔ)和定義適用于本文件。
3.1 伸張區(qū)寬度 stretch zone width
SZW
伸張區(qū)寬度是指裂紋鈍化時(shí)所產(chǎn)生的裂紋延伸長(zhǎng)度。而裂紋鈍化一般發(fā)生在裂紋不穩(wěn)定擴(kuò)展、突進(jìn)(pop-in)或者裂紋緩慢擴(kuò)展之前,其位置與預(yù)制疲勞裂紋在同一平面之上。
3.2 待測(cè)區(qū)域 target area
預(yù)制疲勞裂紋尖端在焊縫金屬或熱影響區(qū)中所處的位置。
注:見(jiàn)3.7和3.9。
3.3 突進(jìn) pop-in
在力-位移記錄曲線上出現(xiàn)的不連續(xù)點(diǎn),一般具有位移陡然增加、力突然下降的特征,而隨后力與位移卻能夠繼續(xù)增加。
3.4 局部壓縮 local compression
在預(yù)制疲勞裂紋之前,沿試樣厚度方向上對(duì)包含裂紋尖端在內(nèi)的韌帶部分用較硬鋼塊所進(jìn)行的擠壓處理。
注:見(jiàn)附錄C。
3.5 焊接 welding
焊接是通過(guò)加熱、摩擦、加壓或三者并用的方法,使兩個(gè)或更多個(gè)工件之間形成結(jié)合的連接方式。
注:可用也可不用的填充材料,其熔點(diǎn)與母材相近。
3.6 焊縫weld
經(jīng)過(guò)焊接之后,在焊件中所形成的結(jié)合部分。
3.7 焊縫金屬 weld metal
形成焊縫且保留在焊縫中的熔化金屬。
3.8 母材(也稱基材) parent metal(also known as base metal)
被焊接的金屬材料。
3.9 熱影響區(qū) heat-affected zone
HAZ
由于受到焊接過(guò)程熱循環(huán)的影響,使得金屬材料顯微組織發(fā)生變化的母材區(qū)域。
3.10 熔合線 fusion line
FL
焊縫金屬和熱影響區(qū)之間的結(jié)合部位。
3.11 焊縫位置試樣 weld positional specimen
WP
疲勞裂紋尖端位于焊接區(qū)域特定參考位置的試樣。
注:如圖A.1所示。
3.12 特定顯微組織試樣 specific microstructure specimen
SM
疲勞裂紋尖端位于特定顯微組織區(qū)域內(nèi)的試樣。
注:如圖A.2所示。
3.13 毛坯試樣 specimen blank
缺口加工之前所制備的焊接接頭試樣。
3.14 焊后熱處理 postweld heat treatment
為降低焊接殘余應(yīng)力或改善焊縫性能在焊接之后所實(shí)施的熱處理。
本文網(wǎng)址:http://www.pacomdata.comhttp://www.pacomdata.com/jiancebiaozhun/2559.html